
ਗੇਅਰ ਪੰਪ ਦਾ ਮੂਲ ਚਿੱਤਰ
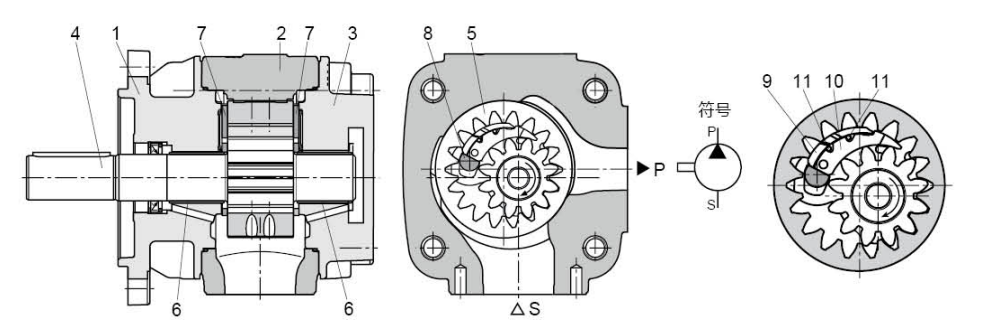
ਦVG ਹਾਈਡ੍ਰੌਲਿਕ ਪੰਪਏ ਦੇ ਨਾਲ ਇੱਕ ਬੈਕਲੈਸ਼ ਮੁਆਵਜ਼ਾ ਅੰਦਰੂਨੀ ਗੇਅਰ ਪੰਪ ਹੈਸਥਿਰ ਵਿਸਥਾਪਨ. ਇਸਦਾ ਮੂਲ ਢਾਂਚਾ ਹੈ: ਅੰਦਰੂਨੀ ਫਰੰਟ ਕਵਰ (1), ਪੰਪ ਬਾਡੀ (2), ਪਿਛਲਾ ਕਵਰ (3), ਬਾਹਰੀ ਗੇਅਰ ਸ਼ਾਫਟ (4), ਅੰਦਰੂਨੀ ਗੇਅਰ ਰਿੰਗ (5), ਸਲਾਈਡਿੰਗ ਬੇਅਰਿੰਗ (6), ਤੇਲ ਵੰਡ ਪਲੇਟ (7) , ਅਤੇ ਪੋਜੀਸ਼ਨਿੰਗ ਰਾਡ (8), ਜਿਸ ਵਿੱਚ ਕ੍ਰੇਸੈਂਟ ਸਬ-ਬੋਰਡ (9), ਕ੍ਰੀਸੈਂਟ ਮੇਨ ਬੋਰਡ (10) ਅਤੇ ਸੀਲਿੰਗ ਰਾਡ (11) ਸ਼ਾਮਲ ਹੁੰਦੇ ਹਨ।
ਚੂਸਣ ਅਤੇ ਸਪਿਲਿੰਗ ਪ੍ਰਕਿਰਿਆ
ਤਰਲ ਗਤੀਸ਼ੀਲਤਾ ਦੇ ਅਨੁਸਾਰ ਸਥਾਪਿਤ ਬਾਹਰੀ ਗੇਅਰ ਸ਼ਾਫਟ (4) ਅੰਦਰੂਨੀ ਗੀਅਰ ਰਿੰਗ (5) ਨੂੰ ਦਿਖਾਈ ਗਈ ਰੋਟੇਸ਼ਨ ਦੀ ਦਿਸ਼ਾ ਵਿੱਚ ਚਲਾਉਂਦਾ ਹੈ। ਤੇਲ ਚੂਸਣ ਵਾਲੇ ਖੇਤਰ ਵਿੱਚ ਖੁੱਲ੍ਹੇ ਦੰਦਾਂ ਦੇ ਪਾੜੇ ਰਾਹੀਂ ਤੇਲ ਭਰੋ। ਤੇਲ ਨੂੰ ਬਾਹਰੀ ਗੇਅਰ ਸ਼ਾਫਟ ਅਤੇ ਇੰਟਰ ਗੀਅਰ ਰਿੰਗ ਦੇ ਵਿਚਕਾਰ ਸਾਈਡ ਕਲੀਅਰੈਂਸ ਰਾਹੀਂ ਤੇਲ ਚੂਸਣ ਵਾਲੇ ਖੇਤਰ (S) ਤੋਂ ਦਬਾਅ ਖੇਤਰ (P) ਤੱਕ ਪਹੁੰਚਾਇਆ ਜਾਂਦਾ ਹੈ। ਨਤੀਜੇ ਵਜੋਂ, ਤੇਲ ਨੂੰ ਬੰਦ ਦੰਦਾਂ ਦੇ ਪਾੜੇ ਤੋਂ ਡਿਸਚਾਰਜ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਅਤੇ ਪ੍ਰੈਸ਼ਰ ਆਇਲ ਪੋਰਟ (ਪੀ) ਨੂੰ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ। ਤੇਲ ਚੂਸਣ ਖੇਤਰ ਅਤੇ ਡਿਸਚਾਰਜ ਖੇਤਰ ਨੂੰ ਰੇਡੀਅਲ ਮੁਆਵਜ਼ਾ ਤੱਤ (9 ਤੋਂ 11) ਅਤੇ ਅੰਦਰੂਨੀ ਰਿੰਗ ਗੀਅਰ ਅਤੇ ਬਾਹਰੀ ਗੇਅਰ ਦੇ ਵਿਚਕਾਰ ਗੇਅਰ ਜਾਲ ਦੁਆਰਾ ਵੱਖ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
ਧੁਰੀ ਮੁਆਵਜ਼ਾ
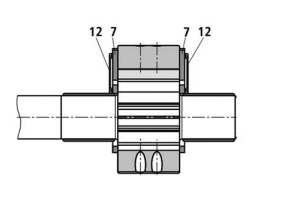
ਪ੍ਰੈਸ਼ਰ ਜ਼ੋਨ ਵਿੱਚ ਡਿਸਚਾਰਜ ਚੈਂਬਰ ਨੂੰ tge iuk ਡਿਸਟ੍ਰੀਬਿਊਸ਼ਨ ਪਲੇਟ (7) ਦੁਆਰਾ ਧੁਰੇ ਨਾਲ ਸੀਲ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਤੇਲ ਡਿਸਟ੍ਰੀਬਿਊਸ਼ਨ ਪੈਨ ਦਾ ਸਾਹਮਣਾ ਡਿਸਚਾਰਜ ਤੋਂ ਦੂਰ ਹੁੰਦਾ ਹੈ (12) ਦਾਇਰ ਕੀਤੇ ਦਬਾਅ ਦੁਆਰਾ ਇੱਕ ਪਾਸੇ ਦਾ ਦਬਾਅ ਹੁੰਦਾ ਹੈ। ਇਹ ਦਬਾਅ ਖੇਤਰ ਤੇਲ ਦੀ ਵੰਡ ਪਲੇਟ ਬਣਾਉਂਦੇ ਹਨ ਅਤੇ ਡਿਸਚਾਰਜ ਖੇਤਰ ਸੰਤੁਲਨ ਤੱਕ ਪਹੁੰਚਦੇ ਹਨ, ਆਦਰਸ਼ ਸੀਲਿੰਗ ਪ੍ਰਭਾਵ ਤੋਂ ਘੱਟ ਮਕੈਨੀਕਲ ਨੁਕਸਾਨ ਨਾਲ ਪ੍ਰਾਪਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ.
ਰੇਡੀਅਲ ਮੁਆਵਜ਼ਾ
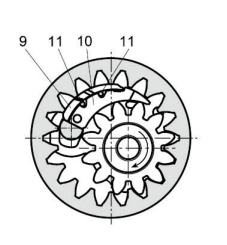
ਰੇਡੀਅਲ ਕੰਪੈਨਸੇਸ਼ਨ ਤੱਤ ਵਿੱਚ ਇੱਕ ਕ੍ਰੇਸੈਂਟ ਸਬ-ਪਲੇਟ (9), ਇੱਕ ਕ੍ਰੇਸੈਂਟ ਮੇਨ ਪਲੇਟ (10) ਅਤੇ ਇੱਕ ਸੀਲਿੰਗ ਰਾਡ (11) ਸ਼ਾਮਲ ਹੈ। ਕ੍ਰੇਸੈਂਟ ਮੇਨ ਪਲੇਟ (10) ਬਾਹਰੀ ਗੀਅਰ ਸ਼ਾਫਟ ਦੇ ਬੂਥ ਟਿਪ ਦੀ ਗੋਲ ਸਤਹ ਨਾਲ, ਕ੍ਰੇਸੈਂਟ ਸਬ-ਪਲੇਟ (9) ਅੰਦਰੂਨੀ ਗੀਅਰ ਰਿੰਗ ਦੇ ਦੰਦਾਂ ਦੀ ਨੋਕ ਦੀ ਗੋਲ ਸਤਹ, ਅਤੇ ਪੋਜੀਸ਼ਨਿੰਗ ਰਾਡ ਨਾਲ ਨਜ਼ਦੀਕੀ ਨਾਲ ਜੁੜੀ ਹੋਈ ਹੈ। ਚੱਕਰੀ ਦਿਸ਼ਾ ਵਿੱਚ ਕ੍ਰੇਸੈਂਟ ਪਲੇਟ ਦੀ ਗਤੀ ਨੂੰ ਸੀਮਤ ਕਰਨ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।
ਇਸ ਤਰ੍ਹਾਂ, ਦਬਾਅ ਜ਼ੋਨ ਨੂੰ ਆਟੋਮੈਟਿਕ ਕਲੀਅਰੈਂਸ ਐਡਜਸਟਮੈਂਟ ਦੁਆਰਾ ਚੂਸਣ ਜ਼ੋਨ ਤੋਂ ਵੱਖ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ। ਇਹ ਪੂਰੇ ਕੰਮਕਾਜੀ ਘੰਟਿਆਂ ਦੌਰਾਨ ਉੱਚ ਵੋਲਯੂਮੈਟ੍ਰਿਕ ਕੁਸ਼ਲਤਾ ਨੂੰ ਨਿਰੰਤਰ ਬਣਾਈ ਰੱਖਣ ਲਈ ਇੱਕ ਪੂਰਵ ਸ਼ਰਤ ਹੈ।
ਦੰਦ ਕੱਢਣਾ
ਇਨਵੋਲਿਊਟ ਫਲੈਂਕਸ ਵਾਲੇ ਦੰਦਾਂ ਵਿੱਚ ਘੱਟ ਵਹਾਅ ਅਤੇ ਦਬਾਅ ਦੇ ਧੜਕਣ ਲਈ ਇੱਕ ਲੰਮੀ ਜਾਲ ਦੀ ਲੰਬਾਈ ਹੁੰਦੀ ਹੈ ਅਤੇ ਇਸਲਈ ਘੱਟ ਸ਼ੋਰ ਦੇ ਸੰਚਾਲਨ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਂਦਾ ਹੈ।
ਮਾਡਲ ਅਹੁਦਾ
| VG1 | -63 | R | E | W | -A1 |
| ਲੜੀ | ਵਿਸਥਾਪਨ ml/r | ਰੋਟੇਸ਼ਨ | ਸ਼ਾਫਟ ਦੀ ਕਿਸਮ | ਸੀਲਿੰਗ ਸਮੱਗਰੀ | ਡਿਜ਼ਾਈਨ ਨੰ. |
| VG0 | 8,10, 13, 16, 20, 25 | ਪੰਪ ਦੇ ਸ਼ਾਫਟ ਸਿਰੇ ਤੋਂ ਦ੍ਰਿਸ਼ R = ਘੜੀ ਦੀ ਦਿਸ਼ਾ ਲਈ ਸੱਜਾ ਹੱਥ L = ਘੜੀ ਦੀ ਉਲਟ ਦਿਸ਼ਾ ਲਈ ਖੱਬਾ ਹੱਥ | E=ਸਿੱਧਾ ਕੁੰਜੀ ਸ਼ਾਫਟ R = ਸਪਲਾਈਨ ਸ਼ਾਫਟ | ਡਬਲਯੂ = NBR V=FKM | A1 |
| VG1 | 25, 32, 40, 50, 63, 50 ਐੱਚ, 63 ਐੱਚ. | ||||
| VG2 | 80, 100, 125, 145, 160 |
ਪੰਪ ਲਈ ਸ਼ਾਫਟ

ਪੰਪ ਨੂੰ ਇਕੱਠਾ ਕਰਨਾ

ਕੰਮ ਵਾਲੀ ਥਾਂ ਦੇ ਦ੍ਰਿਸ਼
6S ਪ੍ਰਬੰਧਨ


ਐਪਲੀਕੇਸ਼ਨ
ਇਹ ਉਦਯੋਗ ਵਿੱਚ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ, ਜਿਵੇਂ ਕਿ ਪਲਾਸਟਿਕ ਮਸ਼ੀਨ, ਜੁੱਤੀ ਮਸ਼ੀਨ, ਡਾਈ ਕਾਸਟਿੰਗ ਮਸ਼ੀਨਰੀ ਅਤੇ ਫੋਰਕਲਿਫਟ ਅਤੇ ਹੋਰ ਉਦਯੋਗਾਂ ਦੇ ਹਾਈਡ੍ਰੌਲਿਕ ਸਿਸਟਮ, ਖਾਸ ਤੌਰ 'ਤੇ ਸਰਵੋ ਵੇਰੀਏਬਲ ਫ੍ਰੀਕੁਐਂਸੀ ਡਰਾਈਵ ਊਰਜਾ ਬੱਚਤ ਪ੍ਰਣਾਲੀ ਲਈ
ਵਰਤਣ ਲਈ ਧਿਆਨ ਦੇਣ ਲਈ ਬਿੰਦੂ
1. ਤੇਲ ਪੰਪ ਇੰਸਟਾਲੇਸ਼ਨ
- ਜਿੱਥੋਂ ਤੱਕ ਸੰਭਵ ਹੋਵੇ, ਲਚਕੀਲੇ ਕਪਲਿੰਗ ਦੀ ਵਰਤੋਂ ਪੰਪ ਸ਼ਾਫਟ ਅਤੇ ਮੋਟਰ ਸ਼ਾਫਟ ਵਿਚਕਾਰ ਕੁਨੈਕਸ਼ਨ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ ਤਾਂ ਜੋ ਝੁਕਣ ਦੇ ਪਲ ਜਾਂ ਧੁਰੀ ਜ਼ੋਰ ਤੋਂ ਬਚਿਆ ਜਾ ਸਕੇ। ਪੰਪ ਸ਼ੈਟਫ ਅਤੇ ਮੋਟਰ ਸ਼ਾਫਟ ਦੇ ਵਿਚਕਾਰ ਅਧਿਕਤਮ ਸਵੀਕਾਰਯੋਗ ਕੋਐਕਸੀਏਲਿਟੀ ਗਲਤੀ 0.15mm ਹੈ।
2. ਇਨਲੇਟ ਅਤੇ ਆਊਟਲੈੱਟ ਕੁਨੈਕਸ਼ਨ
- ਆਇਲ ਪੰਪ ਦੇ ਤੇਲ ਪੋਰਟ ਦੇ ਅਨੁਸਾਰ ਪਾਈਪਲਾਈਨ ਦਾ ਅੰਦਰੂਨੀ ਵਿਆਸ ਚੁਣੋ (ਅਨੁਕੂਲ ਇਨਲੇਟ ਵੇਗ 0.6-1.2m/s ਹੈ);
- ਚੂਸਣ ਟਿਊਬਿੰਗ ਲਾਈਨ ਦੇ ਡਿਜ਼ਾਈਨ ਮਾਪਾਂ ਨੂੰ ਮਨਜ਼ੂਰਸ਼ੁਦਾ ਇਨਲੇਟ ਵਰਕਿੰਗ ਪ੍ਰੈਸ਼ਰ (0.8ਬਾਰ ਤੋਂ 2ਬਾਰ ਦਾ ਪੂਰਾ ਮੁੱਲ) ਦੀ ਪਾਲਣਾ ਕਰਨੀ ਚਾਹੀਦੀ ਹੈ, ਅਤੇ ਚੂਸਣ ਟਿਊਬਿੰਗ ਲਾਈਨ ਅਤੇ ਕਈ ਪੰਪ ਚੂਸਣ ਟਿਊਬਿੰਗ ਦੇ ਸੁਮੇਲ ਨੂੰ ਮੋੜਨ ਤੋਂ ਬਚਣਾ ਚਾਹੀਦਾ ਹੈ;
- ਜੇਕਰ ਤੇਲ ਚੂਸਣ ਫਲਿਟਰ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਤਾਂ ਇਹ ਸਿਫਾਰਸ਼ ਕੀਤੀ ਜਾਂਦੀ ਹੈ ਕਿ ਤੇਲ ਚੂਸਣ ਫਿਲਟਰ ਨੂੰ ਤੇਲ ਪੰਪ ਦੇ ਵੱਧ ਤੋਂ ਵੱਧ ਪ੍ਰਵਾਹ ਦੇ ਅਨੁਸਾਰ ਚੁਣਿਆ ਜਾਵੇ, 2-3 ਗੁਣਾਂ ਦੇ ਗੁਣਾਂ ਨਾਲ ਗੁਣਾ ਕੀਤਾ ਜਾਵੇ, ਅਤੇ ਸੰਪੂਰਨ ਫਿਲਟਰੇਸ਼ਨ ਸ਼ੁੱਧਤਾ 50-180um ਹੈ। ਇਹ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ ਕਿ ਭਾਵੇਂ ਫਿਲਟਰ ਪ੍ਰਦੂਸ਼ਿਤ ਹੈ, ਇਹ ਸਿਸਟਮ ਦੇ ਘੱਟੋ-ਘੱਟ ਮਨਜ਼ੂਰਸ਼ੁਦਾ ਇਨਲੇਟ ਵਰਕਿੰਗ ਪ੍ਰੈਸ਼ਰ ਤੋਂ ਵੱਧ ਨਹੀਂ ਹੋਵੇਗਾ;
- ਚੁਣੀ ਗਈ ਚੂਸਣ ਟਿਊਬਿੰਗ ਦੀ ਡੂੰਘਾਈ ਡੂੰਘਾਈ ਜਿੰਨੀ ਸੰਭਵ ਹੋ ਸਕੇ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ। ਐਡੀ ਕਰੰਟਸ ਵੱਧ ਤੋਂ ਵੱਧ ਵਹਾਅ ਦੀ ਦਰ 'ਤੇ ਵੀ ਨਹੀਂ ਬਣਨੇ ਚਾਹੀਦੇ, ਨਹੀਂ ਤਾਂ ਇਹ ਹਵਾ ਦੇ ਚੂਸਣ ਅਤੇ ਛੱਡਣ ਦਾ ਜੋਖਮ ਹੋਵੇਗਾ।
- ਚੂਸਣ ਪਾਈਪ ਦੇ ਡਿਜ਼ਾਈਨ ਵਿੱਚ, ਆਇਲ ਇਨਲੇਟ ਨੂੰ ਲੰਬਕਾਰੀ ਤੌਰ 'ਤੇ ਹੇਠਾਂ ਵੱਲ ਸਥਾਪਿਤ ਕਰਨ ਦੀ ਸਿਫਾਰਸ਼ ਨਹੀਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ। ਜੇਕਰ ਤੇਲ ਦਾ ਟੈਂਕ ਤੇਲ ਪੰਪ ਦੇ ਹੇਠਾਂ ਸਥਿਤ ਹੈ, ਤਾਂ ਤੇਲ ਦਾ ਪ੍ਰਵੇਸ਼ ਉੱਪਰ ਜਾਂ ਦੋਵੇਂ ਲੇਟਵੇਂ ਪਾਸੇ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ।
3. ਪੰਪ ਦਾ ਸੁਮੇਲ
- ਪੰਪਾਂ ਨੂੰ ਜੋੜਦੇ ਸਮੇਂ, ਇਹ ਯਕੀਨੀ ਬਣਾਉਣਾ ਜ਼ਰੂਰੀ ਹੁੰਦਾ ਹੈ ਕਿ ਹਰੇਕ ਪੜਾਅ ਸੰਬੰਧਿਤ ਪੰਪ ਕਿਸਮਾਂ ਦੀ ਮਨਜ਼ੂਰਸ਼ੁਦਾ ਕਾਰਜ ਮਿਤੀ ਦੀ ਪਾਲਣਾ ਕਰਦਾ ਹੈ;
- ਸਾਰੇ ਸੰਯੁਕਤ ਪੰਪਾਂ ਦੀ ਰੋਟੇਸ਼ਨ ਦਿਸ਼ਾ ਇੱਕੋ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ;
- ਵੱਧ ਤੋਂ ਵੱਧ ਟਾਰਕ, ਵੇਰੀਏਬਲ ਡਿਸਪਲੇਸਮੈਂਟ ਜਾਂ ਲਾਗੂ ਲੋਡ ਵਾਲੇ ਪੰਪ ਸੰਯੁਕਤ ਪੰਪ ਦੇ ਪਹਿਲੇ ਪੜਾਅ ਵਜੋਂ ਪ੍ਰਦਾਨ ਕੀਤੇ ਜਾਣਗੇ;
- ਅਧਿਕਤਮ ਸ਼ਾਫਟ ਡਰਾਈਵ ਟਾਰਕ ਨੂੰ ਵੱਖ-ਵੱਖ ਐਪਲੀਕੇਸ਼ਨਾਂ ਲਈ ਪ੍ਰੋਜੈਕਟ ਯੋਜਨਾਕਾਰ ਦੁਆਰਾ ਜਾਂਚਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
ਅਧਿਕਤਮ ਪ੍ਰਵਾਨਿਤ ਟਾਰਕ (Nm)
ਸੰਯੁਕਤ ਪੰਪ ਦਾ ਕੁੱਲ ਟਾਰਕ ਵੱਧ ਤੋਂ ਵੱਧ ਡ੍ਰਾਈਵਿੰਗ ਟਾਰਕ ਤੋਂ ਵੱਧ ਨਹੀਂ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ।
ਸੁਮੇਲ ਇਨਹੇਲੇਸ਼ਨ ਦੀ ਆਗਿਆ ਨਹੀਂ ਹੈ.
ਰੀਅਰ ਪੰਪ ਸ਼ਾਫਟ ਡਿਜ਼ਾਈਨ "ਆਰ" (ਸਪਲਾਈਨ) ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ।
4. ਸ਼ੁਰੂਆਤੀ ਕਾਰਵਾਈ
- ਜਾਂਚ ਕਰੋ ਕਿ ਕੀ ਹਾਈਡ੍ਰੌਲਿਕ ਸਿਸਟਮ ਸਹੀ ਢੰਗ ਨਾਲ ਸਥਾਪਿਤ ਹੈ ਅਤੇ ਸ਼ੁਰੂਆਤੀ ਸ਼ੁਰੂਆਤ 'ਤੇ ਜੁੜਿਆ ਹੋਇਆ ਹੈ;
- ਓਪਰੇਸ਼ਨ ਤੋਂ ਪਹਿਲਾਂ, ਹਾਈਡ੍ਰੇਲਿਕ ਆਇਲ ਪੰਪ, ਆਇਲ ਰਿਲੀਫ ਵਾਲਵ ਨਾਲ ਭਰੇ ਅੰਦਰੂਨੀ ਲਈ ਚੂਸਣ ਟਿਊਬਿੰਗ ਜਾਂ ਫਲੋਲਾਈਨ ਰਾਹੀਂ, ਬਿਨਾਂ ਲੋਡ ਓਪਰੇਟਿੰਗ ਮੋਟਰਾਂ ਦੀ ਸਥਿਤੀ ਵਿੱਚ ਸਿਸਟਮ ਨੂੰ ਖੋਲ੍ਹਣਾ ਚਾਹੀਦਾ ਹੈ, ਕਾਫ਼ੀ ਲੁਬਰੀਕੇਸ਼ਨ ਆਇਲ ਪੰਪ ਰਹਿਣਾ ਚਾਹੀਦਾ ਹੈ, ਅਤੇ ਪਾਈਪ ਵਿੱਚ ਹਵਾ ਨੂੰ ਡਿਸਚਾਰਜ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ (ਤੇਲ ਹੈ। ਰਾਹਤ ਵਾਲਵ ਸੈੱਟ ਨਾ ਕਰੋ, ਜਿਵੇਂ ਕਿ ਸਿਸਟਮ ਪੰਪ ਐਕਸਪੋਰਟ ਜੁਆਇੰਟ ਨੂੰ ਥੋੜਾ ਜਿਹਾ ਆਰਾਮ ਕਰ ਸਕਦਾ ਹੈ, ਕੁਝ ਤਰੀਕੇ, ਜਦੋਂ ਬੁਲਬਲੇ ਹੁਣ ਦਿਖਾਈ ਨਹੀਂ ਦਿੰਦੇ ਹਨ ਲੀਕ ਕੀਤੇ ਗਏ ਤੇਲ ਨੂੰ, ਨਿਰਧਾਰਤ ਟਾਰਕ ਦੇ ਅਨੁਸਾਰ ਲਾਕ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ ਨੋਟ: ਇਸ ਵਿਧੀ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਸਮੇਂ, ਇਹ ਘੱਟ ਦਬਾਅ ਦੀ ਸਥਿਤੀ ਵਿੱਚ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ ਅਤੇ ਇਹ ਯਕੀਨੀ ਬਣਾਉਣਾ ਚਾਹੀਦਾ ਹੈ ਕਿ ਦਬਾਅ ਵਧਦਾ ਨਹੀਂ ਹੈ।
- ਲੋਡਿੰਗ ਸ਼ੁਰੂ ਕਰਨ ਵਿੱਚ ਅਸਮਰੱਥ, ਨਹੀਂ ਤਾਂ ਇਹ ਤੇਲ ਪੰਪ ਦੇ ਅੰਦਰੂਨੀ ਨੁਕਸਾਨ ਦਾ ਕਾਰਨ ਬਣੇਗਾ।
- ਵਾਰ-ਵਾਰ ਡਾਟ ਓਪਰੇਸ਼ਨ ਤੋਂ ਬਾਅਦ, ਚੂਸਣ ਵਾਲੀ ਆਵਾਜ਼ ਗਾਇਬ ਹੋ ਜਾਵੇਗੀ। ਜੇ ਕਈ ਵਾਰ ਦੁਹਰਾਉਣ ਵਾਲੇ ਡਾਟ ਓਪਰੇਸ਼ਨ ਤੋਂ ਬਾਅਦ ਏਅਰ ਮਿਕਸਿੰਗ ਦੀ ਆਵਾਜ਼ ਅਲੋਪ ਨਹੀਂ ਹੁੰਦੀ ਹੈ. ਇਹ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ ਕਿ ਪਾਈਪਲਾਈਨ ਵਿੱਚ ਇਨਲੇਟ ਸਾਈਡ 'ਤੇ ਹਵਾ ਲੀਕੇਜ ਹੋਵੇ.
5. ਰੱਖ-ਰਖਾਅ
- ਤੇਲ ਪੰਪ ਦੀ ਸਰਵਿਸ ਲਿਫਟ ਨੂੰ ਬਿਹਤਰ ਬਣਾਉਣ ਲਈ, ਅਸਧਾਰਨ ਵਾਈਬ੍ਰੇਸ਼ਨ, ਸ਼ੋਰ, ਤੇਲ ਦਾ ਤਾਪਮਾਨ, ਹਾਈਡ੍ਰੌਲਿਕ ਸਿਸਟਮ ਦੇ ਤੇਲ ਦੀ ਸਥਿਤੀ, ਕੀ ਟੈਂਕ ਵਿੱਚ ਬੁਲਬੁਲੇ ਹਨ ਅਤੇ ਕੀ ਲੀਕ ਹਨ ਅਤੇ ਹੋਰ ਸਮੱਸਿਆਵਾਂ ਦੀ ਨਿਯਮਤ ਤੌਰ 'ਤੇ ਜਾਂਚ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ ਅਤੇ ਇਸਦੀ ਦੇਖਭਾਲ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ। ਸਮਾਂ;
- ਸਾਰੇ ਤੇਲ ਪੰਪਾਂ ਨੇ ਫੈਕਟਰੀ ਛੱਡਣ ਤੋਂ ਪਹਿਲਾਂ ਪ੍ਰਦਰਸ਼ਨ ਟੈਸਟ ਪਾਸ ਕਰ ਲਿਆ ਹੈ। ਕੋਈ ਵੀ ਐਂਟਰਪ੍ਰਾਈਜ਼ ਜਾਂ ਵਿਅਕਤੀ ਕੰਪਨੀ ਦੀ ਆਗਿਆ ਤੋਂ ਬਿਨਾਂ ਤੇਲ ਪੰਪਾਂ ਨੂੰ ਵੱਖ ਨਹੀਂ ਕਰੇਗਾ, ਦੁਬਾਰਾ ਇਕੱਠੇ ਨਹੀਂ ਕਰੇਗਾ ਜਾਂ ਬਦਲੇਗਾ ਨਹੀਂ। ਜੇਕਰ ਕੰਪਨੀ ਦੀ ਇਜਾਜ਼ਤ ਤੋਂ ਬਿਨਾਂ ਤੇਲ ਪੰਪਾਂ ਨੂੰ ਵੱਖ ਕਰਨਾ, ਦੁਬਾਰਾ ਜੋੜਨਾ ਜਾਂ ਬਦਲਣਾ ਹੈ, ਤਾਂ ਇਹ ਕੰਪਨੀ ਦੀ ਮੁਰੰਮਤ ਰਿਪੋਰਟ ਦੇ ਦਾਇਰੇ ਵਿੱਚ ਨਹੀਂ ਹੈ ਅਤੇ ਕੰਪਨੀ ਕੋਈ ਜ਼ਿੰਮੇਵਾਰੀ ਨਹੀਂ ਲਵੇਗੀ।