
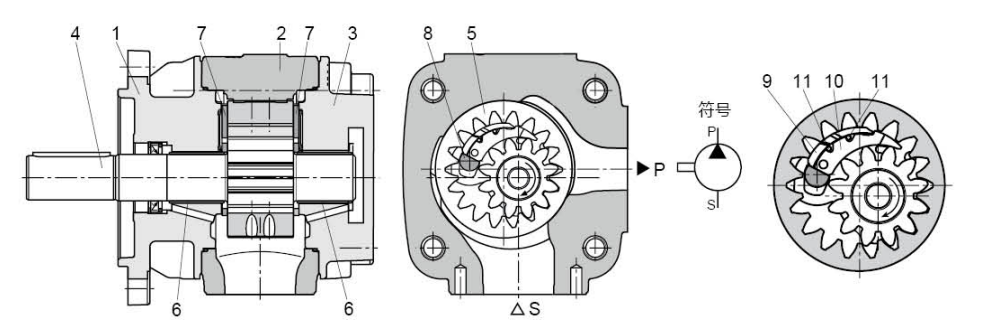
გადაცემათა ტუმბოს პრინციპული დიაგრამა
TheVG ჰიდრავლიკური ტუმბოარის უკუკომპენსაციის შიდა გადაცემათა ტუმბო აფიქსირებული გადაადგილება. მისი ძირითადი სტრუქტურაა: შიდა წინა საფარი (1), ტუმბოს კორპუსი (2), უკანა საფარი (3), გარე გადაცემათა ლილვი (4), შიდა გადაცემათა რგოლი (5), მოცურების საკისარი (6), ზეთის განაწილების ფირფიტა (7) , და პოზიციონირების ჯოხი (8), შედგება ნახევარმთვარის ქვედა დაფის (9), ნახევარმთვარის მთავარი დაფის (10) და დალუქვის ღეროსგან (11)
შეწოვის და დაღვრის პროცესი
სითხის დინამიკის მიხედვით დაყენებული გარე გადაცემათა ლილვი (4) ამოძრავებს გადაცემათა კოლოფის შიდა რგოლს (5) ნაჩვენები ბრუნვის მიმართულებით. შეავსეთ ზეთი ზეთის შეწოვის არეში გახსნილი კბილის უფსკრულიდან. ზეთი ტრანსპორტირდება ზეთის შეწოვის ზონიდან (S) წნევის ზონაში (P) გადაცემათა კოლოფის გარე ღერძსა და გადაცემათაშორის რგოლს შორის გვერდითი კლირეტის მეშვეობით. შედეგად, ზეთი გამოიყოფა დახურული კბილის უფსკრულიდან და მიეწოდება წნევის ზეთის პორტში (P). ზეთის შეწოვის არე და გამონადენის არე გამოყოფილია რადიალური კომპენსაციის ელემენტით (9-დან 11-მდე) და გადაცემათა ბადით შიდა რგოლსა და გარე მექანიზმს შორის.
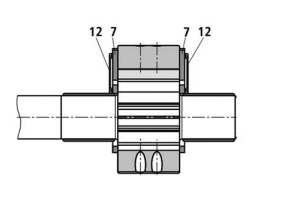
ღერძული კომპენსია
წნევის ზონაში გამონადენი კამერა ღერძულად არის დალუქული tge iuk განაწილების ფირფიტით (7). ზეთის სადისტრიბუციო ტაფა გამონადენისგან მოშორებით არის მოშორებული, ერთ მხარეს არის უკან ზეწოლა შეტანილი წნევით (12). ეს წნევის ველები აიძულებს ზეთის განაწილების ფირფიტას და გამონადენის არეალს ბალანსს მიაღწევს, იდეალური დალუქვის ეფექტი მიიღწევა ნაკლები მექანიკური დანაკარგით.
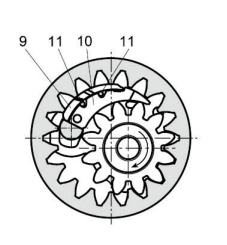
რადიალური კომპენსაცია
რადიალური კომპენსაციის ელემენტი მოიცავს ნახევარმთვარის ქვეფილას (9), ნახევარმთვარის მთავარ ფირფიტას (10) და დალუქვის ღეროს (11). ნახევარმთვარის მთავარი ფირფიტა (10) გარე მექანიზმის ლილვის ჯიხურის წვერის მრგვალ ზედაპირზე, ნახევარმთვარის ქვეფირი (9) მჭიდროდ არის მიმაგრებული მექანიზმის შიდა რგოლის კბილის წვერის მრგვალ ზედაპირზე და პოზიციონირების ღეროზე. გამოიყენება ნახევარმთვარის ფირფიტის მოძრაობის შეზღუდვის მიზნით წრეწირის მიმართულებით.
ამ გზით, წნევის ზონა შეიძლება განცალკევდეს შეწოვის ზონიდან ავტომატური კლირენსის რეგულირებით. ეს არის წინაპირობა მაღალი მოცულობითი ეფექტურობის უწყვეტად შესანარჩუნებლად სამუშაო საათების განმავლობაში.
დაკბილება
დაკბილული ფლანგებით ახასიათებს გრძელი ბადის სიგრძე დაბალი ნაკადის და წნევის პულსაციისთვის და, შესაბამისად, უზრუნველყოფს დაბალი ხმაურის მუშაობას.
მოდელის აღნიშვნა
| VG1 | -63 | R | E | W | -A1 |
| სერიალი | გადაადგილება მლ/რ | როტაცია | ლილვის ტიპი | დალუქვის მასალა | დიზაინი No. |
| VG0 | 8,10, 13, 16, 20, 25 | ხედები ტუმბოს ლილვის ბოლოდან R= მარჯვენა ხელი საათის ისრის მიმართულებით L=მარცხენა ხელი საათის ისრის საწინააღმდეგოდ | E=სწორი გასაღების ლილვი R=Spline shaft | W= NBR V=FKM | A1 |
| VG1 | 25, 32, 40, 50, 63, 50 სთ, 63 სთ | ||||
| VG2 | 80, 100, 125, 145, 160 |
ლილვები ტუმბოსთვის

ტუმბოს აწყობა

სამუშაო ადგილის ხედები
6S მენეჯმენტი


განაცხადი
ის შეიძლება ფართოდ იქნას გამოყენებული მრეწველობაში, როგორიცაა პლასტმასის მანქანა, ფეხსაცმლის მანქანა, ჩამოსხმის მანქანა და სატვირთო მანქანა და სხვა ინდუსტრიების ჰიდრავლიკური სისტემა, განსაკუთრებით ცვლადი სიხშირის ენერგიის დაზოგვის სისტემისთვის.
ქულები ყურადღებისთვის გამოსაყენებლად
1. ზეთის ტუმბოს მონტაჟი
- შეძლებისდაგვარად, მოქნილი შეერთება გამოიყენება ტუმბოს ლილვებსა და ძრავის ლილვებს შორის დასაკავშირებლად, რათა თავიდან იქნას აცილებული მოღუნვის მომენტი ან ღერძული ბიძგი. მაქსიმალური დასაშვები კოაქსიალურობის შეცდომა ტუმბოს შახტსა და ძრავის ლილვს შორის არის 0.15 მმ.
2. შესასვლელი და გამოსასვლელი კავშირი
- შეარჩიეთ მილსადენის შიდა დიამეტრი ნავთობის ტუმბოს ნავთობის პორტის მიხედვით (შესვლის ოპტიმალური სიჩქარეა 0,6-1,2 მ/წმ);
- შემწოვი მილის ხაზის საპროექტო ზომები უნდა შეესაბამებოდეს შესაშვებ სამუშაო წნევას (აბსოლუტური მნიშვნელობა 0,8 ბარიდან 2 ბარამდე) და თავიდან უნდა იქნას აცილებული შეწოვის მილის ხაზის დახრილობა და რამდენიმე ტუმბოს შემწოვი მილის კომბინაცია;
- ზეთის შემწოვი ფლიტერის გამოყენების შემთხვევაში რეკომენდებულია ზეთის შემწოვი ფილტრის შერჩევა ზეთის ტუმბოს მაქსიმალური დინების მიხედვით, გამრავლებული კოეფიციენტზე 2-3-ჯერ და ფილტრაციის აბსოლუტური სიზუსტე 50-180მმ. უზრუნველყოფილი უნდა იყოს, რომ ფილტრის დაბინძურების შემთხვევაშიც კი არ აღემატებოდეს სისტემის მინიმალურ დასაშვებ სამუშაო წნევას;
- შერჩეული შეწოვის მილის ჩაძირვის სიღრმე უნდა იყოს რაც შეიძლება ღრმა. მორევის დენები არ უნდა წარმოიქმნას მაქსიმალური დინების დროსაც კი, წინააღმდეგ შემთხვევაში ეს იქნება ჰაერის შეწოვისა და გამოშვების რისკი.
- შეწოვის მილის დიზაინში, ზეთის შესასვლელი არ არის რეკომენდებული ვერტიკალურად ქვემოთ დაყენებული. თუ ზეთის ავზი მდებარეობს ზეთის ტუმბოს ქვემოთ, ზეთის შესასვლელი უნდა იყოს ზემოთ ან ორივე ჰორიზონტალურ მხარეს.
3. ტუმბოს კომბინაცია
- ტუმბოების შერწყმისას აუცილებელია თითოეული ეტაპის შესაბამისი ტუმბოების ტიპების დასაშვები სამუშაო თარიღის დაცვა;
- ყველა კომბინირებული ტუმბოს ბრუნვის მიმართულება უნდა იყოს იგივე;
- მაქსიმალური ბრუნვის, ცვლადი გადაადგილების ან გამოყენებული დატვირთვის მქონე ტუმბოები უნდა იყოს გათვალისწინებული, როგორც კომბინირებული ტუმბოს პირველი ეტაპი;
- ლილვის ამძრავის მაქსიმალური ბრუნვა უნდა შემოწმდეს პროექტის დამგეგმავმა სხვადასხვა აპლიკაციისთვის.
მაქსიმალური დასაშვები ბრუნვის მომენტი (Nm)
კომბინირებული ტუმბოს მთლიანი ბრუნი არ უნდა აღემატებოდეს მაქსიმალურ მამოძრავებელ ბრუნვას.
დაუშვებელია კომბინირებული ინჰალაცია.
უკანა ტუმბოს ლილვის დიზაინი უნდა იყოს "R" (სპლინი).
4. საწყისი ოპერაცია
- შეამოწმეთ, არის თუ არა ჰიდრავლიკური სისტემა სწორად დაყენებული და მიერთებული თავდაპირველი დაწყებისას;
- ექსპლუატაციის დაწყებამდე, უნდა გაიაროს შეწოვის მილი ან დინების ზოლი შიდა შევსებული ჰიდრაილიკური ზეთის ტუმბოთ, ზეთის შემანარჩუნებელი სარქველი, გახსენით სისტემა დატვირთვის გარეშე მომუშავე ძრავების პირობებში, დარჩეს საკმარისად საპოხი ზეთის ტუმბო და გამოადინოს ჰაერი მილსადენში (ზეთი არის არ არის დაყენებული რელიეფური სარქველი, მაგალითად, სისტემას შეუძლია გამოიყენოს ტუმბოს საექსპორტო სახსარი, გამონაბოლქვი აირების გაჟონვისთვის, როდესაც ბუშტები აღარ გამოჩნდება, გაფხვიერებული ნაწილი უნდა დაიბლოკოს მითითებული ბრუნვის მიხედვით : ამ მეთოდის გამოყენებისას ის უნდა იყოს დაბალი წნევის პირობებში და უზრუნველყოს, რომ წნევა არ მოიმატოს.
- ჩატვირთვა ვერ დაიწყება, წინააღმდეგ შემთხვევაში ეს გამოიწვევს ზეთის ტუმბოს შიდა დაზიანებას.
- განმეორებითი წერტილოვანი ოპერაციის შემდეგ, შეწოვის ხმა გაქრება. თუ ჰაერის შერევის ხმა არ ქრება რამდენიმეჯერ განმეორებითი წერტილოვანი ოპერაციის შემდეგ. ეს უნდა იყოს, რომ ჰაერის გაჟონვა იყოს მილსადენში შესასვლელ მხარეს.
5. მოვლა
- ზეთის ტუმბოს მომსახურეობის გაუმჯობესების მიზნით, რეგულარულად უნდა შემოწმდეს და შენარჩუნდეს არანორმალური ვიბრაცია, ხმაური, ზეთის ტემპერატურა, ჰიდრავლიკური სისტემის ზეთის მდგომარეობა, არის თუ არა ბუშტები ავზში და არის თუ არა გაჟონვა და სხვა პრობლემები. დრო;
- ნავთობის ყველა ტუმბოს ქარხნის გასვლამდე გავლილი აქვს მუშაობის ტესტი. ნებისმიერ საწარმოს ან ფიზიკურ პირს არ შეუძლია ნავთობის ტუმბოების დაშლა, აწყობა ან გარდაქმნა კომპანიის ნებართვის გარეშე. თუ ნავთობის ტუმბოების დაშლა, ხელახლა აწყობა ან გარდაქმნა კომპანიის ნებართვის გარეშე, ეს არ შედის კომპანიის სარემონტო ანგარიშის ფარგლებში და კომპანია არ ეკისრება პასუხისმგებლობას.