
ગિયર પંપનું પ્રિસિપલ ડાયાગ્રામ
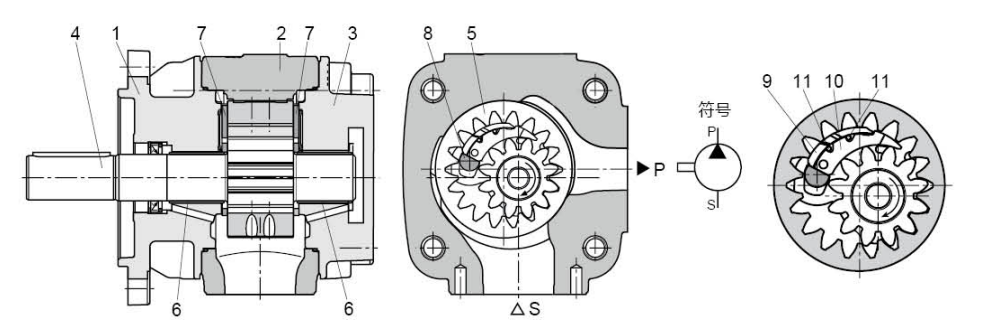
આવીજી હાઇડ્રોલિક પંપએ એક સાથે બેકલેશ વળતર આંતરિક ગિયર પંપ છેનિશ્ચિત વિસ્થાપન. તેનું મૂળભૂત માળખું છે: ઇન્ટેલ ફ્રન્ટ કવર (1), પંપ બોડી (2), પાછળનું કવર (3), બાહ્ય ગિયર શાફ્ટ (4), આંતરિક ગિયર રિંગ (5), સ્લાઇડિંગ બેરિંગ (6), તેલ વિતરણ પ્લેટ (7) , અને પોઝિશનિંગ રોડ (8), જેમાં અર્ધચંદ્રાકાર સબ-બોર્ડ (9), અર્ધચંદ્રાકાર મુખ્ય બોર્ડ (10) અને સીલિંગ સળિયા (11) નો સમાવેશ થાય છે.
સક્શન અને સ્પિલિંગ પ્રક્રિયા
પ્રવાહી ગતિશીલતા અનુસાર સ્થાપિત બાહ્ય ગિયર શાફ્ટ (4) આંતરિક ગિયર રિંગ (5) ને બતાવેલ પરિભ્રમણની દિશામાં ચલાવે છે. ઓઇલ સક્શન એરિયામાં ખોલેલા દાંતના ગેપ દ્વારા તેલ ભરો. ઓઇલ સક્શન એરિયા (S) થી પ્રેશર એરિયા (P) સુધી આઉટર ગિયર શાફ્ટ અને ઇન્ટર ગિયર રિંગ વચ્ચેની બાજુના ક્લિયરન્સ દ્વારા તેલનું પરિવહન થાય છે. પરિણામે, બંધ દાંતના ગેપમાંથી તેલ છૂટું પડે છે અને પ્રેશર ઓઇલ પોર્ટ (P) પર પહોંચાડવામાં આવે છે. ઓઇલ સક્શન એરિયા અને ડિસ્ચાર્જ એરિયાને રેડિયલ કમ્પેન્સેશન એલિમેન્ટ (9 થી 11) અને અંદરના આંતરિક રિંગ ગિયર અને બાહ્ય ગિયર વચ્ચેના ગિયર મેશ દ્વારા અલગ કરવામાં આવે છે.
અક્ષીય વળતર
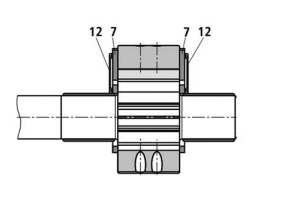
પ્રેશર ઝોનમાં ડિસ્ચાર્જ ચેમ્બરને tge iuk ડિસ્ટ્રિબ્યુશન પ્લેટ (7) દ્વારા અક્ષીય રીતે સીલ કરવામાં આવે છે. ઓઇલ ડિસ્ટ્રિબ્યુશન પેન ડિસ્ચાર્જથી દૂર હોય છે અને તેની એક બાજુ દબાણ દ્વારા દબાણ કરવામાં આવે છે (12). આ દબાણ ક્ષેત્રો તેલ વિતરણ પ્લેટ બનાવે છે અને ડિસ્ચાર્જ વિસ્તાર સંતુલન સુધી પહોંચે છે, આદર્શ સીલિંગ અસર ઓછી યાંત્રિક નુકસાન સાથે પ્રાપ્ત થાય છે.
રેડિયલ વળતર
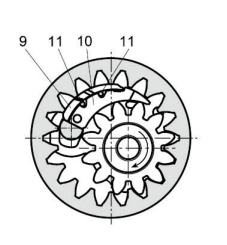
રેડિયલ કમ્પેનેશન એલિમેન્ટમાં અર્ધચંદ્રાકાર સબ-પ્લેટ(9), અર્ધચંદ્રાકાર મુખ્ય પ્લેટ (10) અને સીલિંગ સળિયા (11)નો સમાવેશ થાય છે. અર્ધચંદ્રાકાર મુખ્ય પ્લેટ (10) બાહ્ય ગિયર શાફ્ટના બૂથની ટોચની ગોળ સપાટી સાથે, અર્ધચંદ્રાકાર સબ-પ્લેટ (9) આંતરિક ગિયર રિંગની દાંતની ટોચની ગોળાકાર સપાટી અને સ્થિતિની સળિયા સાથે નજીકથી જોડાયેલ છે. ગોળાકાર દિશામાં અર્ધચંદ્રાકાર પ્લેટની હિલચાલને પ્રતિબંધિત કરવા માટે વપરાય છે.
આ રીતે, ઓટોમેટિક ક્લિયરન્સ એડજસ્ટમેન્ટ દ્વારા પ્રેશર ઝોનને સક્શન ઝોનથી અલગ કરી શકાય છે. કામકાજના સમગ્ર કલાકો દરમિયાન સતત ઉચ્ચ વોલ્યુમેટ્રિક કાર્યક્ષમતા જાળવવા માટે આ એક પૂર્વશરત છે.
ટૂથિંગ
ઇનવોલ્યુટ ફ્લેન્ક્સ સાથેના ટૂથિંગમાં નીચા પ્રવાહ અને દબાણના ધબકારા માટે લાંબી જાળીદાર લંબાઈ છે અને તેથી ઓછા અવાજની કામગીરી સુનિશ્ચિત કરે છે.
મોડલ હોદ્દો
| VG1 | -63 | R | E | W | -A1 |
| શ્રેણી | વિસ્થાપન ml/r | પરિભ્રમણ | શાફ્ટ પ્રકાર | સીલિંગ સામગ્રી | ડિઝાઇન નં. |
| VG0 | 8,10, 13, 16, 20, 25 | પંપના શાફ્ટના છેડાથી દૃશ્યો R= ઘડિયાળની દિશામાં જમણો હાથ L=ઘડિયાળની વિરુદ્ધ દિશામાં માટે ડાબો હાથ | E=સીધી કી શાફ્ટ R=સ્પલાઇન શાફ્ટ | W= NBR V=FKM | A1 |
| VG1 | 25, 32, 40, 50, 63, 50H, 63H | ||||
| VG2 | 80, 100, 125, 145, 160 |
પંપ માટે શાફ્ટ

પંપ એસેમ્બલ

કાર્યસ્થળના દૃશ્યો
6S મેનેજમેન્ટ


અરજી
તેનો વ્યાપકપણે ઉપયોગ ઉદ્યોગમાં થઈ શકે છે, જેમ કે પ્લાસ્ટિક મશીન, શૂ મશીન, ડાઇ કાસ્ટિંગ મશીનરી અને ફોર્કલિફ્ટ અને અન્ય ઉદ્યોગોમાં હાઇડ્રોલિક સિસ્ટમ, ખાસ કરીને સર્વો વેરીએબલ ફ્રીક્વન્સી ડ્રાઇવ એનર્જી સેવિંગ સિસ્ટમ માટે
ઉપયોગ કરવા માટેના ધ્યાન માટેના મુદ્દા
1. તેલ પંપ સ્થાપન
- શક્ય હોય ત્યાં સુધી, પંપ શાફ્ટ અને મોટર શાફ્ટ વચ્ચેના જોડાણ માટે લવચીક કપલિંગનો ઉપયોગ થાય છે જેથી બેન્ડિંગ મોમેન્ટ અથવા અક્ષીય થ્રસ્ટ ટાળી શકાય. પંપ શાફ્ટ અને મોટર શાફ્ટ વચ્ચે મહત્તમ સ્વીકાર્ય સહઅક્ષીયતા ભૂલ 0.15mm છે.
2. ઇનલેટ અને આઉટલેટ કનેક્શન
- ઓઇલ પંપના ઓઇલ પોર્ટ અનુસાર પાઇપલાઇનનો આંતરિક વ્યાસ પસંદ કરો ( શ્રેષ્ઠ ઇનલેટ વેગ 0.6-1.2m/s છે);
- સક્શન ટ્યુબિંગ લાઇનના ડિઝાઇન પરિમાણો સ્વીકાર્ય ઇનલેટ વર્કિંગ પ્રેશર (0.8બારથી 2બારનું સંપૂર્ણ મૂલ્ય) નું પાલન કરવું આવશ્યક છે, અને સક્શન ટ્યુબિંગ લાઇન અને અનેક પંપ સક્શન ટ્યુબિંગના સંયોજનને વાળવાનું ટાળવું જોઈએ;
- જો ઓઇલ સક્શન ફ્લીટરનો ઉપયોગ કરવામાં આવે છે, તો એવી ભલામણ કરવામાં આવે છે કે ઓઇલ સક્શન ફિલ્ટરને ઓઇલ પંપના મહત્તમ પ્રવાહ અનુસાર પસંદ કરવામાં આવે, 2-3 વખતના ગુણાંક દ્વારા ગુણાકાર કરવામાં આવે અને સંપૂર્ણ ફિલ્ટરેશન ચોકસાઈ 50-180um હોય. તે સુનિશ્ચિત કરવું આવશ્યક છે કે ફિલ્ટર પ્રદૂષિત હોવા છતાં, તે સિસ્ટમના લઘુત્તમ સ્વીકાર્ય ઇનલેટ કાર્યકારી દબાણથી વધુ નહીં હોય;
- પસંદ કરેલ સક્શન ટ્યુબિંગની નિમજ્જન ઊંડાઈ શક્ય તેટલી ઊંડી હોવી જોઈએ. મહત્તમ પ્રવાહ દરે પણ એડી પ્રવાહો રચવા જોઈએ નહીં, અન્યથા તે હવાના સક્શન અને પ્રકાશનનું જોખમ હશે.
- સક્શન પાઇપની ડિઝાઇનમાં, ઓઇલ ઇનલેટને ઊભી રીતે નીચેની તરફ સ્થાપિત કરવાની ભલામણ કરવામાં આવતી નથી. જો તેલની ટાંકી ઓઈલ પંપની નીચે સ્થિત હોય, તો ઓઈલ ઇનલેટ ઉપર અથવા બંને આડી બાજુએ હોવું જોઈએ.
3. પંપનું સંયોજન
- પંપને સંયોજિત કરતી વખતે, તે સુનિશ્ચિત કરવું જરૂરી છે કે દરેક તબક્કો સંબંધિત પંપ પ્રકારોની માન્ય કાર્યકારી તારીખનું પાલન કરે છે;
- બધા સંયુક્ત પંપની પરિભ્રમણ દિશા સમાન હોવી જોઈએ;
- મહત્તમ ટોર્ક, વેરિયેબલ ડિસ્પ્લેસમેન્ટ અથવા એપ્લાઇડ લોડ સાથેના પંપ સંયુક્ત પંપના પ્રથમ તબક્કા તરીકે પૂરા પાડવામાં આવશે;
- વિવિધ એપ્લિકેશનો માટે પ્રોજેક્ટ પ્લાનર દ્વારા મહત્તમ શાફ્ટ ડ્રાઇવ ટોર્કની તપાસ કરવી આવશ્યક છે.
મહત્તમ અનુમતિપાત્ર ટોર્ક (Nm)
સંયુક્ત પંપનો કુલ ટોર્ક મહત્તમ ડ્રાઇવિંગ ટોર્ક કરતાં વધુ ન હોવો જોઈએ.
કોમ્બિનેશન ઇન્હેલેશનની મંજૂરી નથી.
પાછળના પંપ શાફ્ટની ડિઝાઇન "R" (સ્પલાઇન) હોવી આવશ્યક છે.
4. પ્રારંભિક કામગીરી
- તપાસો કે હાઇડ્રોલિક સિસ્ટમ યોગ્ય રીતે ઇન્સ્ટોલ કરેલી છે અને પ્રારંભિક શરૂઆતમાં જોડાયેલ છે;
- ઓપરેશન પહેલાં, હાઇડ્રેલિક ઓઇલ પંપ, ઓઇલ રિલિફ વાલ્વથી આંતરિક ભરેલ સક્શન ટ્યુબિંગ અથવા ફ્લોલાઇન દ્વારા, લોડ ઓપરેટિંગ મોટર્સની સ્થિતિ હેઠળ સિસ્ટમને ખોલવી, પૂરતા પ્રમાણમાં લ્યુબ્રિકેશન ઓઇલ પંપ રહેવું અને પાઇપિંગમાં હવા છોડવી (તેલ છે. રિલિફ વાલ્વ સેટ ન કરો, જેમ કે સિસ્ટમ પંપ એક્સપોર્ટ જોઈન્ટનો ઉપયોગ કરી શકે છે : આ પદ્ધતિનો ઉપયોગ કરતી વખતે, તે નીચા દબાણની સ્થિતિમાં હોવું જોઈએ અને ખાતરી કરો કે તે દબાણ વધતું નથી)
- લોડ કરવાનું શરૂ કરવામાં અસમર્થ, અન્યથા તે ઓઇલ પંપને આંતરિક નુકસાન પહોંચાડશે.
- પુનરાવર્તિત ડોટ ઓપરેશન પછી, સક્શન અવાજ અદૃશ્ય થઈ જશે. જો એર મિક્સિંગ અવાજ ઘણી વખત પુનરાવર્તિત ડોટ ઓપરેશન પછી અદૃશ્ય થતો નથી. તે એવું હોવું જોઈએ કે ઇનલેટ બાજુએ પાઇપલાઇનમાં એર લિકેજ છે.
5. જાળવણી
- ઓઇલ પંપની સર્વિસ લિફ્ટને સુધારવા માટે, અસામાન્ય કંપન, અવાજ, તેલનું તાપમાન, હાઇડ્રોલિક સિસ્ટમની તેલની સ્થિતિ, ટાંકીમાં પરપોટા છે કે કેમ અને લીક છે કે કેમ અને અન્ય સમસ્યાઓ નિયમિતપણે તપાસવી જોઈએ અને તેની જાળવણી કરવી જોઈએ. સમય
- ફેક્ટરી છોડતા પહેલા તમામ ઓઇલ પંપોએ કામગીરીની પરીક્ષા પાસ કરી છે. કોઈપણ એન્ટરપ્રાઈઝ અથવા વ્યક્તિએ કંપનીની પરવાનગી વિના ઓઈલ પંપને ડિસએસેમ્બલ, ફરીથી એસેમ્બલ અથવા રૂપાંતરિત કરવું જોઈએ નહીં. જો કંપનીની પરવાનગી વિના ઓઈલ પંપને ડિસએસેમ્બલ, રીએસેમ્બલ અથવા રૂપાંતરિત કરવામાં આવે, તો તે કંપનીના રિપેર રિપોર્ટના દાયરામાં નથી અને કંપની તેની કોઈ જવાબદારી સ્વીકારશે નહીં.